Maschinenbau-Student.de
|
.
.
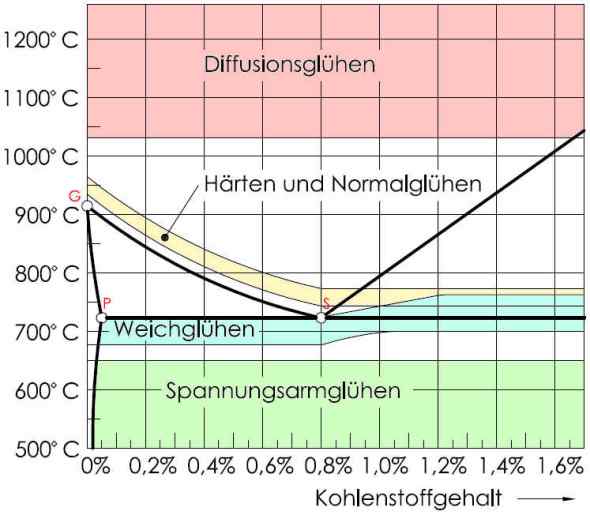
- Glühen meistens im Bereich von 530°C - 650°C - Dient dem Abbau innerer Spannungen - Keine wesentliche Änderung der vorhandenen Eigenschaften
- Glühen bei untereutektoidischen Stählen dicht unterhalb der P-S-K-Linie - Glühen bei übereutektoidischen Stählen dicht überhalb- oder Pendelnd um die P-S-K-Linie - Anschließend langsames Abkühlen
- Temperatur ist 30°C - 50°C über der G-S-K-Linie
- Ziel: die hohe Sprödigkeit zu verringern(Achtung: desto zäher das Teil, desto geringer die Härte) - Temperatur unter 723°C (Temp. und dauer entscheidend für spätere Härte und Zähigkeit)
- Langsam Abkühlen lassen bei Raumtemperatur - Es entsteht feinkörniges Gefüge mit guten Festigkeits- und Zähigkeitseigenschaften
|
|
Alle Angaben ohne Gewähr auf Richtigkeit. Falls sie einen Fehler gefunden haben schreiben sie uns bitte eine E-Mail unter Kontakt.